Gary Vergason and Jim Keppel at Truck-Lite in Falconer, NY 1987.
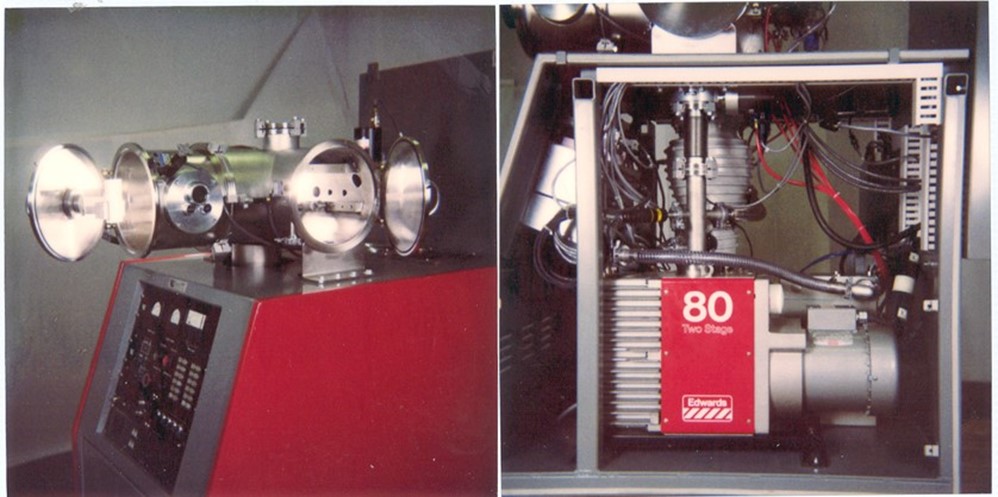
Truck-Lite had purchased a metallizer from a lighting supplier in New Jersey that had serious design flaws and vacuum leaks. After changing out some of the vacuum valves (with real vacuum valves) and repairing the leaks, the system could finally produce thermally deposited aluminum coatings. The small 12 X 12-inch chamber had cycle times of around 10-minutes. Their goal was to turn this system into a production unit, which would have been impossible based on it’s cycle times.
VTI designed a system and built a full-scale model to pitch to Truck-Lite’s management. The original design was for a three-chamber load-lock machine that would cycle faster than an injection molding machine, so the substrates could be coated as they exited the molder, when they are the cleanest, water vapor free and without a paint base coating. We put the model in the back of my Father’s pick-up truck and headed out to the meeting at 5:00am. Just outside of Elmira, the stake-rack sides, cover and model flew out of the truck and a tractor-trailer hit the model at Interstate speeds, shattering it into many pieces. Dodging traffic, we put the pieces back into the truck and resecured the load.

We were 20-minutes late getting to the Truck-Lite meeting and when we told them that we prepared a model, but it was damaged in transit, they went bonkers and wanted to bring the model in and tape it back together for the presentation. Needless to say, they rather quickly placed an order for the deposition-only module of the system and when it was commissioned, the system cycled air-to-air in 37 seconds coating 4 Ford high mount stop lights at a time.
At this time, metallizers being supplied into the automotive lighting industry were large batch (4 to 6-feet in diameter) systems coating hundreds of parts that were shipping in from a molder or the molding department. So, the parts were molded, boxed, shipped, unboxed, metalized, re-boxed and shipped. With this new technique, coating the parts as they exited the molder saved all those contaminating steps and reduced the scrap rate from 15-20% to less than 1%.
The rest is history.